激光行业深度研究:激光技术专题报告(激光器激光光纖)
 admin
admin
行业基本框架梳理如下:
我国工业激光器市场主要以光纤激光器为主,光纤激光器主要由泵浦源、增益光纤、谐振腔为三大 核心部件,其中泵浦源核心为激光芯片。泵浦源+增益光纤可占光纤激光器成本一半以上。且对激 光器的输出功率、电光转换效率和稳定性起决定性作用,国内企业的芯片、泵浦和光纤技术水平及 零部件自产比例是其目前主要竞争障碍。
我们判断,激光设备因其优异的加工性能和广泛的适用性,将成为智能制造、产业升级有力工具, 行业极具成长性。鉴于产业当前阶段,国内企业同时享行业应用场景不断拓展的成长红利外+进口 替代空间。我们判断,性价比、较低的人工成本和本土化服务优势为国内企业主要竞争优势,而技 术实力为竞争支点。

激光在我国原本被称为镭射,是它的英文名称 LASER 的音译, 取自Light Amplification by Stimulated Emission of Radiation 的各单词的头一个字母组成的缩写词,意思是“受激辐射的光 放大”,1964 年按照我国著名科学家钱学森建议将“镭射”改称“激光“。
原子内电子的跃迁过程分三种:受激吸收,自发辐射、受激辐射,激光基本上就是由受激辐射机制 产生的。产生激光的必要条件:受激辐射占主导地位。
自发辐射:自发辐射就是在没有任何外界作用下,激发态原子自发地从高能级(激发态)向低能级(基态)跃迁,同时辐射出一个光子的过程。该过程也是我们日常生活中许多光源的辐射机理,像 霓虹灯、荧光灯、LED 等常见光源辐射本质上都属于自发辐射。自发辐射中,各个原子在自发跃 迁过程中是彼此无关的,不同原子产生的自发辐射光在频率、相位、偏振方向及传播方向都有一定 的任意性。
受激吸收:受激吸收是处于低能级El 的原子,受到外来光子的激励下,在满足能量恰好等于低、 高两能级之差ΔE 时,该原子就吸收这部分能量。
受激辐射:“受激辐射”基于爱因斯坦1916 年提出的理论:在组成物质的原子中,有不同数量的 粒子(电子) 分布在不同的能级上,在高能级上的粒子受到某种光子的激发,会从高能级跳到(跃 迁)到低能级上,这时将会辐射出与激发它的光相同性质的光。受激辐射的最大特点是由受激辐射 产生的光子与引起受激辐射的原来的光子具有完全相同的状态。 它们具有相同的频率、相同的方 向。 这样,通过一次受激辐射,一个光子变为两个相同的光子。这意味着光被加强了或者说被放 大了。这就叫做“受激辐射的光放大”,简称激光。这正是产生激光的基本过程。
1.1 激光器构成及原理:泵浦、工作介质及谐振腔为核心部件
根据激光的定义和产生机理,要获得激光发射,必须满足以下三个基本条件:
(1)形成分布反转,使得受激辐射占优势
(2)具有共振腔,以实现光量子放大
(3)至少达到阀值电流密度,使得增益至少等于损耗 对应的,激光器通常由三部分构成: (1).激励源 (2).工作物质 (3).谐振腔
1.1.1 泵浦激励源——粒子搬运的动力
激光是在受激辐射中产生的,受激辐射要求粒子处在高能态。可是,在通常情况下,物质中绝大多 数粒子处于稳定状态(稳态),为了使工作介质中出现粒子数反转,必须用一定的方法去激励原子体 系,使处于上能级的粒子数增加。
一般可以用气体放电的办法来利用具有动能的电子去激发介质原子,称为电激励;也可用脉冲光源 来照射工作介质,称为光激励;还有热激励、化学激励等。各种激励方式被形象化地称为泵浦或抽 运。为了不断得到激光输出,必须不断地“泵浦”以维持处于上能级的粒子数比下能级多。
激励(泵浦)系统是指为使激光工作物质实现并维持粒子数反转而提供能量来源的机构或装置。根据 工作物质和激光器运转条件的不同,可以采取不同的激励方式和激励装置,常见的有以下四种。1 光学激励(光泵)。是利用外界光源发出的光来辐照工作物质以实现粒子数反转的,整个激励装置, 通常是由气体放电光源(如氙灯、氪灯)和聚光器组成。2气体放电激励。是利用在气体工作物质 内发生的气体放电过程来实现粒子数反转的,整个激励装置通常由放电电极和放电电源组成。3化 学激励。是利用在工作物质内部发生的化学反应过程来实现粒子数反转的,通常要求有适当的化学 反应物和相应的引发措施。4核能激励。是利用小型核裂变反应所产生的裂变碎片、高能粒子或放 射线来激励工作物质并实现粒子数反转的。
1.1.2 增益介质——被激发对象,激光器分类主要依据
激光的产生必须选择合适的工作介质,可以是气体、液体、固体或半导体。关键是能在这种介质中 实现粒子数反转,以获得产生激光的必要条件。激光工作物质是指用来实现粒子数反转并产生光的 受激辐射放大作用的物质体系,有时也称为激光增益媒质,它们可以是固体(晶体、玻璃)、气体(原子气体、离子气体、分子气体)、半导体和液体等媒质。对激光工作物质的主要要求,是尽可 能在其工作粒子的特定能级间实现较大程度的粒子数反转,并使这种反转在整个激光发射作用过程 中尽可能有效地保持下去;为此,要求工作物质具有合适的能级结构和跃迁特性。
1.1.3 谐振腔——激光放大器
有了合适的工作物质和激励源后,可实现粒子数反转,但这样产生的受激辐射强度很弱,无法实际 应用。还需要将辐射的光进行放大。
所谓光学谐振腔,实际是在激光器两端,平行装上两块反射率很高的镜片,一块为全反射镜片,一 块为部分反射、少量透射镜片。全反射镜片的作用是将入射的光全部按原路径反射回去,部分反射 镜片的作用是将能量未达到一定限度的部分光子按原路径反射回去,而达到一定能量限度的光子则 透射而出。这样,透射而出的这部分光子就成为我们需要的,经过放大了的激光;而被反射回工作 介质的光,则继续诱发新一轮的受激辐射,光将逐渐被放大。因此,光在谐振腔中来回振荡,造成 连锁反应,雪崩似的获得放大,产生强烈的激光,直到能量达到一定的限度,从部分反射镜片中输 出。
由上可知,激光器是激光的发生装置,主要由泵浦源、增益介质、谐振腔等组成。泵浦源为激光器 的光源,谐振腔为泵浦光源与增益介质之间的回路,增益介质指可将光放大的工作物质。在工作状 态下增益介质通过吸收泵浦源提供的能量,经谐振腔振荡选模输出激光。泵浦源和谐振腔是激光器 的关键组成部分,直接影响激光输出参数和运转方式,其性能和稳定性是激光器企业竞争力的重要 体现。
1.2 适用性广:“四高”特性使其可加工几乎所有材料
激光具有高亮度、 高方向性、 高单色性和高相干性特点。
激光的高亮度: 固体激光器的亮度更可高达1011W/cm2Sr。 不仅如此, 具有高亮度的激光束 经透镜聚焦后,能在焦点附近产生数千度乃至上万度的高温,这就使激光可加工几乎所有的材料, 适用范围极广,
激光的高方向性:激光光束在传播过程中很少发生弥散,即使在传播很长距离后光束仍保持平行而 不发生弥散。 用于定位、导向、测距等。医学上用作普通手术刀和微手术刀(直接对 DNA 等生 物大分子进行切割或对接)。激光的高方向性使其能在有效地传递较长的距离的同时,还能保证聚 焦得到极高的功率密度,这两点都是激光加工的重要条件。
激光的高单色性:光的颜色由光的波长(或频率)决定。激光器输出的光,波长分布范围非常窄, 因此颜色极纯。以输出红光的氦氖激光器为例,其光的波长分布范围可以窄到2×10^-9 纳米,是 氪灯发射的红光波长分布范围的万分之二。激光的单色性远远超过任何一种单色光源。由于激光的 单色性极高从而保证了光束能精确地聚焦到焦点上, 得到很高的功率密度,同时保证激光在较长 的传输距离上都是高度集中的
激光的高相干性: 相干性主要描述光波各个部分的相位关系。相干光的特征是其所有的光波都是 同步的, 整束光就好像一个“波列”,具体分为两种:时间相干性:从激光器输出口不同空间发 出的光位相差恒定、方向一致、波长相同、此种相干性称时间相干性(即从光源不同点发出的光有 相干性称时间相干性)。空间相干性:从光源同一点在不同时间发出的光如有恒定的位相关系、方 向和波长也相同,此种相干性称空间相干性。
现在,激光已经逐渐被应用于不同的领域,被称为“最快的刀”、“最亮的光”、“最准的尺”,在工业加工中得到了广泛地应用。
工业:工业上利用激光的高密度、高亮度和高定向性的特点,可以把激光辐射能量集中在较小的一 定空间范围内,产生几千度到几万度以上的高温,因此可利用激光进行多种特殊的非接触特种加工 作业。目前比较成熟的应用有激光打孔、激光焊接、激光切割、激光表面处理和激光印刷、激光信 息存储等
军事和航天:在军事和航天方面,可用于激光测距、激光侦察、大气激光通信、激光制导、激光武 器、红外伪装和红外诱饵器。红外伪装的最基本原理是降低和消除目标和背景的辐射差别,以降低 目标被发现和识别的可能性。在航天领域中,航天器用红外辐射涂层是一种高温高发射率涂层,涂 在航天器蒙皮表面上,作为辐射防热结构。
医疗、美容:在医学领域,随着激光技术的出现,一种新型的以激光为基础的医疗和诊断手段得到 了迅速的发展,激光治疗的方式包括辐照、烧灼、光刀切割以及光针针炙等。
二、光纤激光器:综合性能最优,不断高功率化2.1 激光器分类:光纤激光器综合性能最优
根据激光器增益介质的不同,一般将激光器分为液体激光器、气体激光器、半导体激光器、固体激 光器和光纤激光器几大类,其中半导体激光器、光纤激光器本质上都是一种固体激光器,而半导体 激光器常被用作光纤激光器的泵浦源。
其中光纤激光器的电光转换效率、输出功率、运行成本等指标均较优,综合性能突出:与固体、气 体激光器相比:能量转换效率高、结构紧凑、可靠性高、适合批量生产;与半导体激光器相比:单 色性好,调制时产生的啁啾和畸变小,与光纤耦合损耗小。
电光转换效率高,光束质量好:光纤作为导波介质,纤芯直径小,纤内易形成高功率密度,可方便 地与目前的光纤通信系统高效连接,构成的激光器具有高转换效率、低阈值、高增益、输出光束质 量好和线宽窄等特点;
体积小,易集成,运行成本低:由于光纤具有极好的柔绕性,激光器可设计得相当小巧灵活、结构 紧凑、体积小、易于系统集成、性能价格比高;且使用过程中耗材少,冷却简单,耗电量低,运营 成本有显著优势。冷却方面:由于光纤激光器的效率高,因而对冷却的要求低,小功率光纤激光器 只需要空气冷却即可。消耗品/备用件: 由于光纤激光器采用了更加高效的设计(热量管理效率更 高)和采用了电信级单芯结泵浦源,因而节省了备用件(例如灯和半导体阵列),在激光器的使用 寿命内节省了光学装置(如共振腔镜、晶体、液体、滤光片)和其他耗材的的调整或维护费用,
光纤激光器不断高功率化,适用范围、加工效率不断拓展:光纤激光切割机市场从主流的 3、4k 向 6kw 突破,万瓦级以上激光切割机不断推向市场。功率的提升,带来的首要变化就是钣金切割 厚度的变革。早期光纤激光切割板材的厚度局限于碳钢 20mm 以内,不锈钢 12mm 以内,更厚的 材料还是采用精细等离子、线切割或水刀切割等传统加工工艺。而万瓦级激光切割机切割铝合金板 材可达 40mm,不锈钢板材可达50mm,随着 12kW 和 15kW 光纤激光切割机的陆续推出,材料 切割的厚度极限还会继续被打破。厚板的加工价格会进一步降低,因此会触发更多厚板领域的激光 切割应用,如造船、核电、国防等。由此形成一个良性循环,结果是促进激光切割的应用领域进一 步扩大。
最近几年光纤激光器市场高速增长,占比提升,尤其是在激光切割领域,凭借切割效率更优、切割 能耗更低等优势,不断取代 CO2 激光切割技术和传统的金属加工机床。
2.2 光纤激光器技术核心为泵浦源和增益光纤
2.2.1核心部件:泵浦源+特种光纤占光纤激光器50%以上成本
光纤激光器主要由泵源、耦合器、掺稀土元素光纤、谐振腔等部件构成, 结构如图所示.泵源由一 个或多个大功率激光二极管构成, 其发出的泵浦光经特殊的泵浦结构耦合到作为增益介质的掺稀 土元素增益光纤内, 泵浦波长上的光子被掺杂光纤介质吸收, 形成粒子数反转, 受激发射的光波经 谐振腔镜的反馈和振荡形成激光输出。
泵浦源:可作为工业半导体激光器直接光源输出直接半导体激光,也可作为光纤激光器的高效泵浦 源。泵浦将多个发射器在芯片上组合。
隔离器:隔离器只允许光在一个方向通过,在相反方向中阻挡光通过。因此在光纤激光器中,隔离 器可以用来避免光路中的回波对光源、泵浦源以及其他发光器件造成干扰或损伤。
合束器:光纤与光线之间进行可拆卸连接的器件,通过光纤精密搭接技术,使发射光纤输出的光能 量最大限度地耦合到接收光纤中去,是实现信号激光泵浦放大必不可少的核心器件;亦能够合成多 路单模激光或泵浦激光,实现更高功率的激光输出。
光纤光栅(FGB):激光器谐振腔的必要构成部件,决定激光器的输出波长与带宽,可控制激光 模式与输出激光光束质量。一般由一个全/高反射率光栅和一个半/低反射率光栅组成,达到要求的 激光从半/低反射率光栅测输出。
双包层有源光纤:光纤分有源和无源两种,无源光纤主要起传输信号光作用;有源光纤则通过在光 纤芯内掺杂稀土金属离子作为增益介质,将泵浦光放大。
从性能来看,激光器最重要的参数之一电光转换效率也主要由芯片、泵浦源、增益光纤决定。外部 功能电源输入泵浦芯片,电信号激发泵浦光,这一阶段的转换效率为电光转换效率;然后泵浦光被 增益光纤吸收进入增益光纤,放大后输出信号光,这一阶段转换效率为光光转换效率;此外,在信 号传输、合束阶段也有部分光损耗,最后得到总的电光转换效率。
从成本结构来看,泵浦源和有源增益光纤也是光纤激光器原材料成本占比较高的器件。根据锐科激 光招股说明书,中高功率连续激光器泵浦源和有源光纤占原材料成本比例超过50%,其中泵浦源 的核心部件为激光芯片和半导体二极管。脉冲激光器因多为低功率产品芯片基本采购国内品牌,且 有源光纤自供比例较高,采购成本占比相对较低。
2.2.2 高功率激光芯片和双包层增益光纤为核心技术;
(1)激光芯片
高功率和高光束质量是材料加工用激光器的两个基本要求。为了提高大功率半导体激光器的输出功 率,可以将十几个或几十个单管激光器芯片集成封装、形成激光器巴条,将多个巴条堆叠起来可形 成激光器二维叠阵,激光器叠阵的光功率可以达到千瓦级甚至更高。而单管激光芯片功率对合束后 能达到的功率及其成本起决定性作用。因此,大功率半导体激光器及激光芯片是激光器高功率化核 心技术。
高功率激光芯片技术:提高激光功率主要依靠提高激光芯片的单管输出功率或通过合束增加激光器 发光点个数。目前,商品化的半导体激光芯片的电光转换效率已达到60%,实验室中的电光转换 效率已超过 70%,国内以长光华芯为主的企业已经实现更高转换效率的976nm 波段泵浦源的国产 化。
(2)双包层光纤
光纤是一种高度透明的玻璃丝,由纯石英经复杂的工艺拉制而成。增益光纤将泵浦光放大得到信号 光,双包层结构是光纤激光器能稳定输出可应用强信号光的基础。如下图所示,双包层光纤由中心 部分(包层芯 Core)、同心圆状包裹层(包层 Clad)、一次涂覆层和套层组成。纤芯的折射率>内包 层>外包层,因此入射泵浦光在芯和包层之间的界面上反复进行全反射。内包层的作用:一是包绕 纤芯,将激光辐射限制在纤芯内;二是将泵浦光耦合到内包层,使之在内包层和外包层之间来回反 射,多次穿过单模纤芯被其吸收。光光效率可达 70~80%。
自1999 全球首次发布用4只45W半导体激光泵浦掺镱双包层光纤实现110W输出后,光纤激光 器输出功率快速突破,2005 年,IPG 已实现单模 2kw,2008 年达到单模输出功率2 万 w,光纤激 光器适用范围不断拓展。
激光功率产生于激光模块中。每个激光模块可视作分立的激光器。
(3)单模功率及合束技术为光纤激光器高功率化核心
光纤合束器是在熔融拉锥光纤束(Taper Fused Fiber Bundle , TFB)的基础上制备的光纤器件。 它是将一束光纤剥去涂覆层,然后以一定方式排列在一起,在高温中加热使之熔化,同时向相反方 向拉伸光纤束,光纤加热区域熔融成为熔锥光纤束。
根据激光器的额定输出功率,每台激光器会配备一定数量的模块。各个模块的输出功率在合束器中 合成进入单根光纤中(传导光纤),大大提高激光输出功率。如果激光器中有多个模块,可以通过 控制软件有选择性的使用其中的一个或几个,达到调节输出功率的目的,且如果激光器中含有备用 模块,如其中的某个模块损坏,也可启动备用模块。
2.3 我国多层次政策鼓励激光技术发展
2.3.1 我国光纤激光器技术发展历史
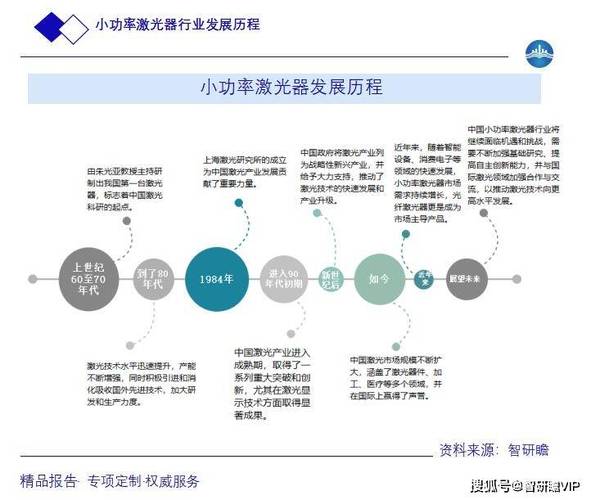
1960-1970 年,激光技术不断突破,不同类型激光器先后研发成功:我国紧跟全球最新激光技术 成果,差距较小
从 1917 年爱因斯坦提出“受激发射”理论到1953 年美国物理学家Charles Townes 用微波实现 激光器前身微波受激发射放大,激光技术在科研领域引发热潮,不同类型激光器先后研发成功,但 这一阶段因激光器性能和稳定性限制,并未形成规模化应用。在这个阶段,军事应用的研究开发占 很大比重。
1960 年-1970 年,红宝石、氦氖气体激光器、半导体二极管激光器、CO2 激光器及 YAG 激光器 等相继问世,其中CO2 激光器率先突破高功率,1971 年第一台 1KW 高功率 CO2 激光器投入商 用,打开激光加工市场。而半导体二极管激光器则成为光纤激光器产业化支柱,在此基础上,以半 导体二极管为泵浦源的光纤激光器技术不断突破,直至现在取代 CO2 激光器成为商业化应用主力。
在这一阶段,我国以王大珩、王之江等专家领导的科研团队在 1961 年研制出我国第一台红宝石激 光器,并紧接着相继突破氦氖气体激光器、半导体激光器、脉冲 Ar 激光器、CO2 激光器及 YAG 激光器等,均紧跟全球研发进展,奠定了我国激光技术产业化基础理论,培养了我国第一批激光科 研力量。
1970 年之后,激光技术转向实用阶段,我国光纤激光器技术与国际先进技术水平逐渐产生差距
在激光的产业化应用探索阶段,最重要的时间是是低损耗光纤的突破、激光制导炸弹和火炮激光测 距机、激光加工实用化等,借助军工、通信、航空航天和汽车等战略性或成熟产业的带动和培育, 激光技术进入以实业为主要研发力量的商业化应用阶段。其中汽车领域是激光民用的代表产业,1974 年,美国通用汽车公司所属的萨基诺厂将汽车操纵器外壳的激光热处理正式应用于生产上; 1976 年由中科院长春光机所、长春第一汽车制造厂轿车分厂等单位合作研制的 CO2 激光切割机 成功的应用于“红旗”牌轿车覆盖件的切割上。
而随着适用范围更广、综合性能更优的的光纤激光器技术发展,我国与国际先进技术水平的差距逐 渐拉大。20 世纪 60 年代,Sniter 等人提出了光纤在激光器方面的设想,并且不久就用掺杂Nd3+ 的玻璃纤维研制出第一台光纤激光器,随着双包层光纤激光器、窄线宽光纤激光器、超短脉冲光纤 激光器、光子晶体光纤激光器以及基于光纤光栅的高功率光纤激光器的出现,光纤激光器的研制得 到了迅速发展。
2007 年之前,尽管国内高校、研究所等单位在光纤激光器领域开展了大量的研究工作并取得了诸 多成就,但国内光纤激光器的产业化和产品化仍然较空白,在本土企业突破激光器核心技术前,激 光器技术长期被国外企业垄断,直接导致激光器设备价格昂贵,限制了激光应用的拓展。
2.3.2 国家政策鼓励“光制造”产业化发展
激光设备作为通用器件,广泛应用于制造业各个领域,材料加工、通信、军事、医疗美容等各个领 域,涉及产值可观。以美国为例,根据美国科学和技术政策办公室 2010 年报告显示,美国当年 15 万亿 GDP 产值中有约 50%与激光应用相关。
基于制造业市场体量,我国对激光设备的需求空间极大,目前市场应用占比最高的光纤激光器及核 心零部件领域领域,我国仍严重依赖进口,为此,我国不断出台相关政策,推动我国激光产业发展。
三、市场角度看技术方向:高功率化,品类多元化3.1 行业整体增速下滑,光纤激光器仍为增长主力
据中国科学院武汉文献情报中心统计,2012-2018 年,全球激光器市场规模从87.3 亿美元以 7.88 的复合增速增长到137.6 亿美元,受全球宏观经济影响,2018 年同比增速下滑至5.28%,根据 Laser Focus world 预测,2019 年全球激光器销售收入同比增速6%左右。
另外,随着全球产业升级和高功率光纤激光器技术的快速发展,在加工制造领域,激光设备快速取 代传统设备,全球工业激光器收入从 2013 年的 24.87 亿美元增加至 2017 年的 43.14 亿美元, 年复合增长率为14.76%。2015 年以来,工业激光器市场规模增速逐步加快,最近三年的市场规 模增长率分别为 8.93%、19.36%和 26.10%。工业领域激光器占全部激光器市场的份额从 2012 年 的 26.80%提升到 2017 年的 37.65% 。
其中,激光材料加工用大功率激光器经历了大功率 CO2 激光器、大功率固体YAG 激光器后,目 前正在朝着以半导体激光器为基础的直接半导体激光器和光纤激光器的方向发展。在材料加工应用 中,以大功率半导体激光器为基础的直接半导体激光器和光纤激光器,不仅具备以往其他激光器的 优势,而且还克服了其他激光器效率低、体积大等缺点,将会在材料加工领域带来一场新的技术革 命,就如同上世纪中叶晶体管取代电子管、为微电子技术带来的革命一样。因此,直接半导体激光 器和光纤激光器是未来材料加工用激光器的发展方向之一。
光纤激光器电光转换效率可达 30%-35%,是传统固体、气体激光器效率的几倍,非常节能环保。 目前在金属切割领域主要以光纤激光器为主,CO2 仍然有部分份额,此前在光纤激光器主要用于 薄板切割,CO2 激光器优势在于厚板,随着光纤激光器的价格下降、切割工艺的改良、高功率崛 起,CO2 激光器逐步被挤出金属切割领域,未来CO2 激光器主要将应用于非金属材料加工。
全球光纤激光器占材料加工的市场规模接近 70%,光纤激光器的全球营收额从 2013 年的 8.41 亿 元增加到 2017 年的 21 亿元,占工业激光器销售额的 47.26%。光纤激光器市场规模的快速增长是 工业激光器市场规模增长的主要原因。
中国为激光设备最大应用市场,国内增速显著高于全球:2018 年国内激光设备市场销售收入突破 600 亿,同比增速达到 22.2%,而我国因材料加工应用占比较高,从结构看,光纤激光器份额2017 年达到 55%,2018 年预计为 60%左右。
3.2 激光下游以工业应用为主:切割、焊接占据过半份额
细分领域结构性分化愈发明显:激光下游应用广阔,其中激光材料加工、信息与通信、医疗保健与 生命科学以及国防是世界范围内激光技术的四个最主要的应用领域,其中激光材料加工所占比例最 大,同时也是发展最快、对一个国家国民经济影响最大的激光技术应用领域。激光材料加工技术在 工业领域应用的广泛程度,已经成为衡量一个国家工业水平高低的重要标志。随着全球产业升级和 高功率光纤激光器技术的快速发展,在加工制造领域,激光设备快速取代传统设备。
2018 年材料加工与光刻收入占比从42%提升到 45%,仍为占比最高的细分领域,约为61.6 亿美 元。通信和光存储占比从34%回落至 28%,销售额 38.2 亿元;科研与军工应用 2018 年收入增速
高达 12.7 亿美元,增速达到38%。而我国国内市场因工业体量大,加工需求多,激光设备市场份 额超 6 成为工业领域应用。
根据 Industrial Laser Solutions 的研究报告,光纤激光器的用途可以为打标、微材料加工、宏观材 料加工三大类。其中,微材料加工包括了除打标以外,所有输出功率小于1,000W 的激光器应用; 宏观材料加工包括了所有输出功率大于等于1,000W的激光器应用,主要为金属切割和焊接。
光纤激光器按照输出功率可分为三个层次:低功率光纤激光器(<100 W)主要用于激光打标、钻 孔、精密加工以及金属雕刻等;中功率光纤激光器(<1.5 kW)主要用于金属材料的焊接和切割, 金属表面的翻新处理;高功率光纤激光器(>1.5 kW)主要用于厚金属板的切割、特殊板材的三 维加工等。自光纤激光器问世以来,高功率光纤激光器成为激光领域最为活跃的研究方向之一。随 着新型泵浦技术的采用和大功率半导体激光器制造技术和工艺的进一步发展成熟,在输出功率、光 束质量和亮度等方面取得了巨大进步。
3.3 行业并购频繁,超快、数字化、自动化为主要方向
3.3.1 加强产业链垂直整合,上下游拓展仍为激光行业主要并购方向之一
(1)通快进军超快领域:机床制造和激光设备头部企业德国通快收购超快脉冲激光器制造商 Amphos,超快脉冲激光器主要用于生产印刷电路板、显示器和防护玻璃罩等物品,在3C 电子制 造领域应用广泛。
(2)相干下游、上游收购并举:收购德国 OR Laser 公司,进军增材制造领域;收购全息光栅(VHG) 和其相关应用的波长稳定的单频半导体激光器系统生产商 Ondax,进一步拓展公司元件、激光器 以及激光系统产品组合。
(3)MKS 通过并购加快半导体市场布局:万机仪器(MKS)以约 10 亿美元现金收购激光微加工 公司 ESI。ESI 主营激光加工设备及解决方案,产品大量应用于FPC 与 HDI 板的微孔钻孔、半导 体晶圆的加工,包括晶圆划线、刻槽、打标以及内存修复等,已进入国际主流半导体制造晶圆厂。(4)II-VI 收购 Finisar,强强联合拓展市场:去年 11 月,工程材料和光电元件全球龙头之一 II -VI 公司和光通信全球技术领导者Finisar公司,宣布合并,II-VI 公司将以现金和股票交易收购Finisar,股权价值约为32 亿美元。两者在光通信、3D 传感平台和激光雷达等领域相互补充,合 并后业务范围将覆盖通信、消费电子、国防、工业加工激光器、汽车半导体设备和生命科学等领域。
(5)SPI 收购生产基地,积极扩产:英国的光纤激光设计和制造商 SPI Lasers 在英国 Rugby 收 购一处生产基地,加速垂直整合
(6)锐科激光公告拟收购国神广电布局超快激光器:03 月 19 号,锐科发布公告,拟收购上海国 神光电 100%股权,国神光电主营全光纤集成高功率超短脉冲光纤激光器件及系统的研究开发、生 产和销售,拥有国内领先的超快激光器技术,在2018 年先后推出了 20 W 紫外皮秒激光器、50 W 红外皮秒激光器、20 W 绿光皮秒和 20 W 飞秒激光器,居国内领先水平。
3.3.2 数字化、自动化方向成激光行业并购新热点,
“机器人+激光”方案拓展下游需求空间:
(1)IPG 收购机器人公司,进军自动化:IPG 光电宣布 1.15 亿美元收购全球机器人焊接和自动化解 决方案开发商 Genesis Systems Group。Genesis 在美国、墨西哥和日本均设有生产基地,是运输、 航空航天和工业终端市场 300 多家优质客户的机器人系统集成商。进军机器人自动化领域,将为IPG 在运输、航空、工业终端市场的激光加工提供更多的技术支持。
(2)三菱电机通过收购激光设备企业加强自身自动化水平:三菱电机宣布收购瑞士钣金激光加工 机自动分拣解决方案开发商 ASTES4 SA,旨在实现其自身商用钣金加工产品的自动化,并不断增 加全球业务。(3)百超收购 Antil,扩大自动化业务:金属激光切割解决方案供应商百超收购自动 钣金加工专家 Antil 公司 70%的股份,扩大其在自动化领域的技术和服务范围。
2007 年以来,在国家产业政策支持和激光器企业的研发投入下,国内光纤激光器产业发展迅速, 目前已出现超过十家光纤激光器企业。随着国内光纤激光器企业综合实力的增强,国产光纤激光器 功率和性能逐步提高。近年来,随着中功率光纤激光器产能大幅提升,价格明显下降,进一步促进 了中功率光纤激光器的需求。
相比于传统切割、焊接设备,光纤激光器优势明显。以金属焊接为例,光纤激光器实现了非接触式 的焊接过程,减少切割材料损耗,且无需进行后续处理,有助于提高工作效率,并大幅降低制造成 本。
3.4 国内企业享份额提升、行业成长双重利好
3.4.1 高功率光纤激光器国产化率提升迅速,2019 年有望在 6kw 取得突 破
进口替代向高功率突破:
(1)100W 以下小功率光纤激光器今年出货保持较高增速,国产100W 以下出货量从 2013 年的 13000 台猛增到 2018 年 11 万台,已基本实现国产化完全替代,2019 年有望达到 12.5 万台。
(2)100W-1500W 中功率光纤激光器出货量增速维持在25%左右,戳货了从10000 台提升到 12500 台左右,国产化比例略有下降。
(3)1.5KW 以上光纤激光器国产出货量翻倍,达到2000 台,其中 3kw、3.3kw 出货量超 500 台,6kw 超 300 台。3kw 及以上功率激光器竞争日趋激烈,预计2019 年国产化高功率光纤激光器效率仍将 继续上升。
从国产化率来看,低功率已基本实现进口替代,中高功率仍有空间,2018 年 1.5kw 以上高功率国 产企业份额提升明显,从 19%增加到 3%
3.4.2 紫外、超快激光器销量增速明显,精密加工有望成激光应用新蓝海
紫外激光器市场增速提升明显,超快激光引发市场关注:国产激光器过去几年从 2014 年的 2300 台出货量提升到2018 年 15000 台出货量,技术进步迅速。预计2019 年紫外激光器国产出货量突破20000 台,增速达到 30%以上。随皮秒紫外国产化加速,其在玻璃加工、异形切割、FPC 打孔、半 导体去薄膜等领域应用不断拓展。2018 年 15000 台国产紫外中,纳秒紫外占八成,
超快激光器近年来在消费电子加工领域发展迅速,在柔性屏脆性材料和金属加工领域的应用也逐渐 加大。2018 年国产的皮秒和飞秒激光器销售数量成倍增长,精密加工领域有望成为激光国产化新 蓝海。
最近几年,国内企业纷纷布局超快激光器业务,其中华日激光、安扬激光、贝林激光、英诺激光等 均已实现批量出货。
3.5 投资建议:业绩验证进口替代逻辑,内资市占率不断提升
3.5.1 锐科激光:市占率不断提升,业绩验证竞争优势
专注光纤激光器的国产激光器龙头企业
公司成立于2007 年,是一家专业从事光纤激光器及其关键器件与材料的研发、生产和销售的国家 火炬计划重点高新技术企业,是国内第一家专门从事光纤激光器及核心器件研发并实现规模化生产 的企业,先后研制出我国第一台 25W 脉冲光纤激光器产品,第一台100W、1,000W、4,000W、 6,000W 和 10,000W 连续光纤激光器产品并形成批量化生产,实现国产光纤激光器产品从无到有 的突破,并始终引领国内光纤激光器产业发展。
中高功率光纤激光器国产替代空间巨大
从销售额看,光纤激光器国产化率提升明显,锐科、创鑫为首的国内企业营收增速远超IPG,市场 份额提升明显。其中锐科激光市占率从12.10%提升到 17.80%,从销售额看,光纤激光器国产化 率提升明显,锐科、创鑫为首的国内企业营收增速远超 IPG,市场份额提升明显。其中锐科激光市 占率从 12.10%提升到 17.80%,但 1.5kw 以上中高功率,国产化率目前仅为34%。所以从规模体 量、产品结构上,锐科均有较大提升空间。
行业内企业竞争力角度,国际激光器巨头 IPG 从 2006 市以来,2006-2017 年,营收规模从1.43 亿美元增长到 14.08 亿,11 年间复合增速高达23.1%,毛利率从 44.2%提升到 56.7%,成功完成 上游垂直整合,全球化布局。IPG 中国区营收占比2017 年达 44%,2018 年随国内锐科激光为首 的激光器企业技术不断突破,IPG 业绩受到较大冲击,受中国市场宏观经济压力及锐科激烈竞争影响,IPG2018 年营收同比增速3.6%,税前利润同比下滑3.17%,为 2009 年以来最低;分季度来 看,IPG Q1/Q2/Q3/Q4 在中国区收入同比分别+29%/+10%/-9%/-19%,
3.5.2 先导智能:锂电、光伏及 3C 装备领跑行业,积极布局激光设备
公司是专业从事自动化成套设备的研发、设计、生产与销售以及自动化整体解决方案的供应商,主 要为薄膜电容器、锂电池、光伏电池/组件等节能环保及新能源产品的生产制造厂商提供设备及解 决方案。主要业务包括薄膜电容器设备(自动卷绕机,高速分切机等)、锂电池设备(焊接卷绕一 体机等)、光伏自动化生产配套设备(自动化扩散上下料机、电池片自动串焊机等)及智能化工厂 建设。目前,公司已经成为全球最大的锂电池智能装备制造商,同时也是国际领先的电容器、光伏、 3C 智能装备制造商,有望借助其研发实力和客户资源,在激光设备领域取得突破。